塗装にとって最もこわいトラブルがはく離です。どんな優れた塗膜も、仮に20年間以上にわたって風雨や紫外線に耐える性能を持つ塗膜だったとしても、はがれてしまっては何の価値もありません。その塗膜が予想外に早くはがれてしまったために、ご相談に乗ることになりました。
塗装では、多くの場合原因は工程の上流側にあります。例えば、塗膜に泡状のものが表面に出現したり、表面に小さなふくれが生じている場合、多くは加熱乾燥工程の前半側に原因があります。
このような、剥がれが生じた場合、硬化不足が疑われるケースも多くあります。しかし、もしそうだとすると、温度が上がりやすい製品の板部より、柱となるアングル材部に剥がれが多く生じるはずです。しかし、そのような傾向はありません。
実際に計測していただいた炉内の製品温度グラフをみると、アングル材部の温度は適切な温度まで上がっていました。むしろ、温度の上がりやすい板部の方が過熱気味になっているくらいでした。温度グラフからみると、炉の温度はもう少し下げた方が良さそうでした。
高い品質が求められる塗装の多くは、熱により反応させて、高分子の良質な硬化塗膜を得る熱硬化型塗料が多く用いられています。さまざまなトラブルの原因をさぐる手がかりとして、炉内の製品温度グラフが定期的に測定されていると、たいへん助かります。
しかし、たしかに過熱気味ではありますが、1年未満にはく離が生じるとは考えにくいレベルでした。
このような場合、鉄則は「上流をさがせ」です。塗装する前の、脱脂や前処理工程が疑われます。塗装する前の鋼材の表面には、加工時に使用された油や保管時の錆を防ぐための防錆油などが付着している場合が多くあります。この表面の油分などを除去するのが脱脂と言われる工程です。そして、表面に錆や溶接あるいはレーザー切断などで生じる酸化皮膜などがある場合、これを除去する酸洗いという工程を経ます。さらに塗装との密着を長期にわたって確保するための化成皮膜を表面に形成させます。この脱脂~化成皮膜の工程の品質不良が疑われます。
そこで、現物の塗装品のサンプルを電子顕微鏡で観察することにしました。はく離した塗装面のすぐ横の塗膜を強制的に剥がしてみました。電子顕微鏡で観察すると、下図の『枝状錆』がはっきりと観察されました。
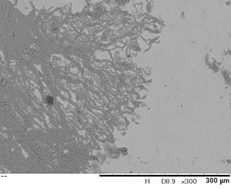
無数の糸がからまりながら広がったような模様が見えました。この枝状錆は深刻です。鋼材と塗膜との密着が悪い場合に、塗膜の下で広がります。そしてやがて塗膜ははく離します。すでに、この枝状錆が製品の何か所かで広がっているものと予想されます。
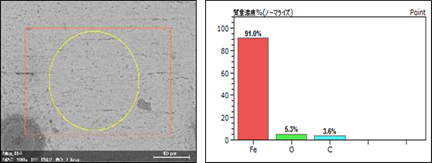
そこで、今度は外注工場の「前処理工程」で、試験用標準鋼材を実際に処理して、それを気化防錆袋に入れ、持ってきていただきました。その表面を観察すると、化成皮膜(この場合はリン酸亜皮膜)の結晶が貧弱であることがわかりました。検出されるはずの亜鉛が見当たりません。おそらく、リン酸亜鉛処理工程の液管理が不十分なのでしょう。
今回は、珍しく僕が活動している業界の少し専門的なお話をご紹介しました。しかし、このようなことは多くの業界でも生じているのではないかと思いお話をしました。
- 原因は問題が生じた場所にあるとは限らない。むしろ時間的にあるいは生産の流れ的に、前の方にあることが多い。問題と原因には時間的にあるいは空間的にズレがある。
- 仕事は自分の内側(社内)ばかりでなく、外側(外注など)も含めて監視・指導をしていく必要がある。お互いに成長していく仕組みが必要かもしれません。
こうして考えてみると、やっぱり、業界を超えて必要なことかもしれませんね。それはそれでたいへんですけど…