中粘度の実験は3,000mPa・s※の塗料で行いました。
粘度の定義は業界によって違うようですが、バーコーターが扱う塗工液は塗装業界~接着業界までを包含するので、100mPa・sを低粘度、100以上~10,000 mPa・sを中粘度、10,000mPa・s以上を高粘度として便宜上定義しました。ちなみにオリーブオイルが100mPa・s程度、トマトケチャップが1,000mPa・s程度 、はちみつが10,000 mPa・s程度です。
※:mPa・s:ミリパスカル秒。1mPa・s=1cp
10μm用のバーコーターでの比較実験
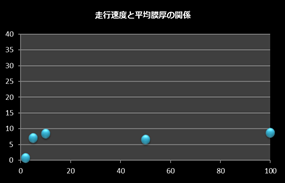
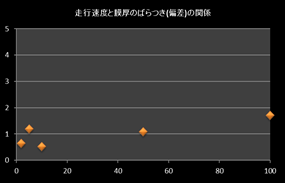
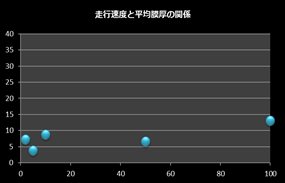
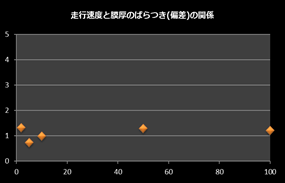
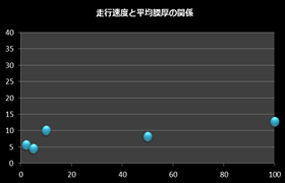
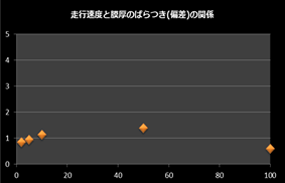
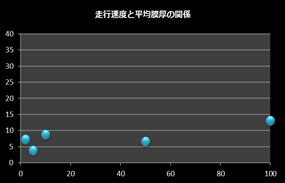
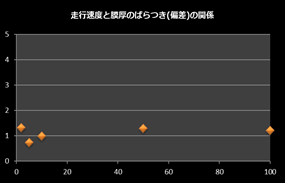
図はバーコーターの走行(移動)速度と平均膜厚の関係、走行(移動)速度と膜厚のばらつきの関係、そして、外観写真で構成されています。
試験全体に言えることですが、バーコーターの移動速度を100mm/秒といった極端な高速にすると、外観上はきれいになることがあります。溝に入った塗工液により膜が形成されているというより、丸棒で平らにしているというイメージに近くなります。この場合塗膜面には大きなうねりのようなものが生じやすく、極端に膜厚のバラツキが大きくなる傾向がありますので、高速域での塗工には特に注意が必要です。一見きれいに見えても再現性の管理が難しくなります。
ワイヤ(スパイラル)バーコーターと標準的なM型ワイヤレスバーコーターとの比較
膜厚の特性はほぼ同じです。1回の塗工で生じる膜厚のバラツキもほぼ同等です。高粘度塗工液をワイヤ(スパイラル)バーコーターで塗工されているケースでは、ワイヤの目づまりやその清掃にお悩みのユーザーがほとんどかと思います。M型ワイヤレスバーコーターに替えることで問題を解消できると期待できます。
ワイヤ(スパイラル)バーコーター





ワイヤレスバーコーター M型





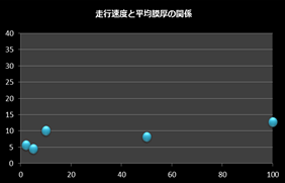
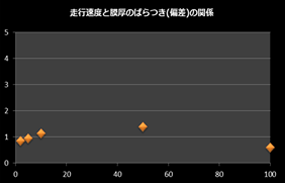
より流動性の高い塗工液に合わせて開発したL型ワイヤレスバーコーターを加えて試験してみました
L型ワイヤレスバーコーターを使用すると、差は微妙ではありますがM型ワイヤレスバーコーターより外観は安定する方向にあります。M型ワイヤレスバーコーターよりさらに改善が求められる場合の有望な候補となりそうです。
ワイヤ(スパイラル)バーコーター





ワイヤレスバーコーター M型





ワイヤレスバーコーター L型